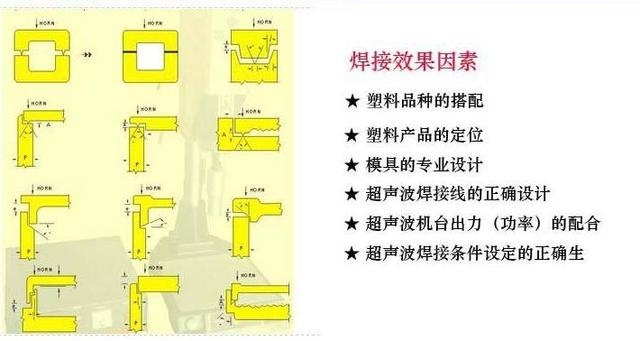
In the operation of ultrasonic welding machine, the product surface produces scars, embossing, glue spillage, fracture or cracks at the junction, which are common problems, and are also the problems that affect the efficiency of the product in the production operation, for this reason, many enterprises have headaches to solve these undesirable phenomena. The following is our analysis and sharing of our experience from the perspective of industry professionals, hoping to help you solve the problem:

First.there are two situations in the ultrasonic plastic welding operation:
①High thermal energy directly contact the surface of plastic products.
②Vibration conduction.
Therefore, when ultrasonic vibration is used to weld plastic products, the surface of the product is prone to high thermal energy burns. And within 1 m/m the thickness of the plastic column or hole. It is also very easy to produce rupture phenomena, which is an unavoidable phenomenon of ultrasonic operation. On the other hand, there is a shortage of ultrasonic output energy (divided into several with HORN upper mode).When the vibrational friction energy is converted into thermal energy, it takes a long time to weld to accumulate thermal energy to make up for the lack of output power. This kind of welding method is not the vibration friction thermal energy achieved in an instant, but the thermal energy needs to be accumulated by the welding time, so that the melting point of the plastic product reaches the welding effect, which will cause the thermal energy to stay on the surface of the product for too long, and the accumulated temperature and pressure will also cause the product to burn, emboss, spilled glue or rupture. Therefore, it is necessary to consider the power output (number of segments), welding time, delay time, dynamic pressure and other coordination factors to overcome the lack of such operations.
Second.through the frequency modulation machine to improve the product surface of the scars, embossing, spillage, fracture or cracks at the joint and other phenomena:
- Adjust the output power of the machine – according to the material, size, process of the product, suitable for adjusting the machine power, to the effect of suitable product welding. Large products or materials are not good at welding, you can appropriately adjust the output power of the large point, and the small product power does not need to be so large, adjust to the appropriate can be.
- Adjust the machine welding time – according to the material, size, process of the product, suitable for adjusting the machine welding time, to the effect of suitable product welding. Large products or materials are not good at welding, you can properly adjust the welding time for a longer time, and the small product welding time as long as it is adjusted to just right, if the welding time is too long, it will make the product overflow, embossed, scars and so on.
- Adjust the welding delay time – according to the material, size, process of the product, suitable for adjusting the machine delay time, to the effect of suitable product welding. Large products or materials are not good at welding, you can appropriately adjust the delay time longer, and small product delay time as long as it is adjusted to just right, should not be too long, if the delay time is too long but the product overflows glue, embossing, there are scars and so on.
Solving problems for customers is our eternal pursuit!
WELDHOT Brain Writing